水处理设备solidworks三维图库(用于设备布置和配管) 我发现大家使用solidworks很

【环保实用工具】--废水处理工艺计算书,包含【泵站】、【沉淀】、【生化】、【污泥

108种污水处理工序流程flash演示,可用于各种方案制作或PPT介绍及工程技术演示等。 下

[hr]软件名称:《水处理图库》CAD制图插件 目前版本:V2.3-2023.01 适用对象:水

为了方便大家同时下载本站提供800份环评报告,下载文件(附件)按照环评种

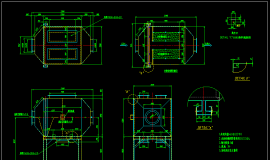
卧式活性炭吸附系统适用于各种有机废气处理,本设计的系统后期维护操作方便,活性炭更

活性炭吸附塔资料--分享给大家,活性炭用量与寿命计算,废水废气多可以参考这个用。

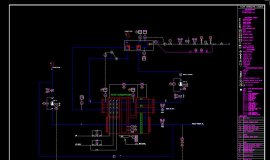
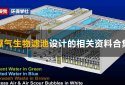
说明:有机废气(VOC)处理流程图,英文的,包括组件、仪表、流程等内容。 下载地址:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|
关于我们 | 版权声明 | 侵权申诉 | 帮助中心 |
本站信息均由会员发表,不代表本站的立场;禁止发布任何违法信息及言论,若有版权异议请联系网站管理员。 Copyright © 2010- 爱我环保学社(http://www.25hb.com)版权所有 All Rights Reserved. |
||||||||
Powered by Discuz! X3.4© 2001- Comsenz Inc.